
Продукция
-
Наплавка





-

E309-16
-
EN ISO 21952-А :GZ Cr Mo 1 Si AWS ER80S-B2
-

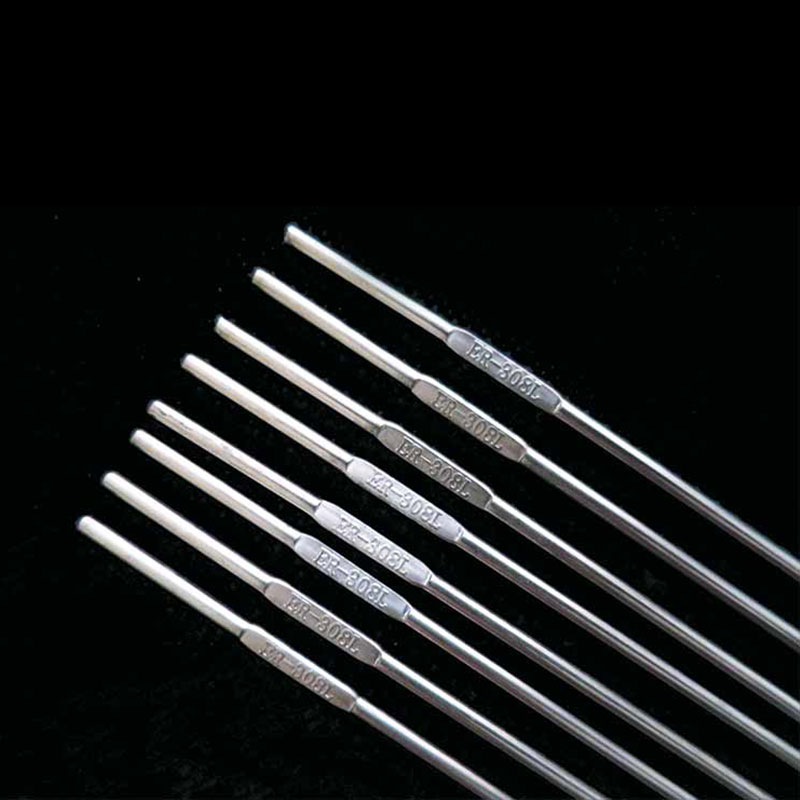
EN ISO 14343-A :G 23 12 L AWS A5.18 ER309L
-
TENSILEWELD E71T8-K6-J
-

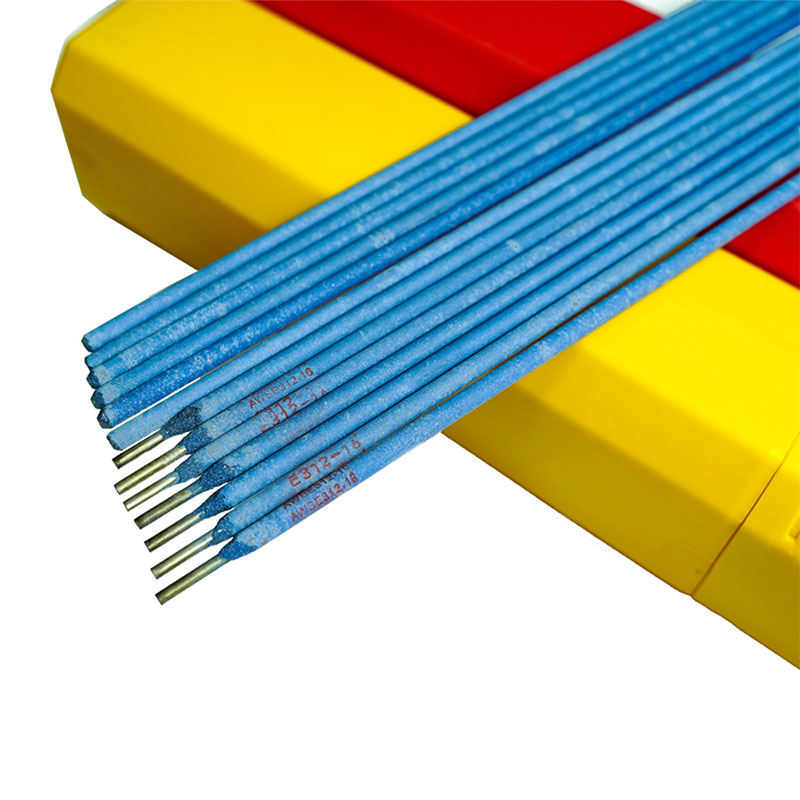
E308-16 Электроды для нержавеющих сталей
-
TENSILEWELD E81T8-Ni2J
-
EN ISO 14343-B:SS308 AWS A5.11 ER308
-

EN ISO 18273:S AI 5183 (AIMg4.5 Mn0.7A) AWS ER5183
-
TENSILEWELD HB-56
-

ENiCu-B
-
TENSILEWELD E81T1-Ni1M
-
TENSILEWELD E91T1-K2M
-

E7015
-

E410NiMo-15
-

EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
-

ENiCrMo-3



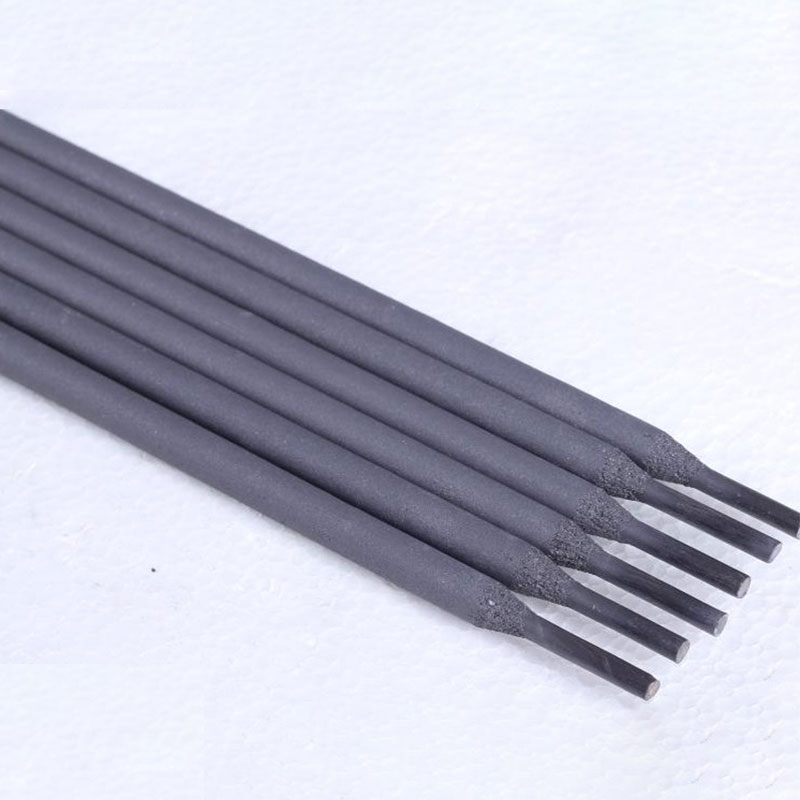
наплавочные износостойкие электроды
Химический состов наплавленного металла,% Эквивалентная норма C Si Mn Cr Fe Твердость E10-UM-60GRZ EN ISO 14700: E Fe 14 3,3 1,0 0,5 29 остальное 58-60 HRC Назначение Сварочные электроды с твердосплавным покрытием на основе синтетического рутила. Предназначены для применения в условиях м...
Описание
маркер
| Химический состов наплавленного металла,% | |||||||||||||||||||||||||||||||||||||||
| Эквивалентная норма | C | Si | Mn | Cr | Fe | Твердость | |||||||||||||||||||||||||||||||||
| E10-UM-60GRZ
EN ISO 14700: E Fe 14 |
3,3 | 1,0 | 0,5 | 29 | остальное | 58-60 HRC | |||||||||||||||||||||||||||||||||
| Назначение | Сварочные электроды с твердосплавным покрытием на основе синтетического рутила.
Предназначены для применения в условиях минеральной абразивной эрозии с сочетанием средних ударных нагрузок и сжатия. Содержат аустенитную матрицу с карбидами хрома. Применение: Оборудование для добычи и дробления минералов;Гвинтовые элементы (снеговые и гравийные гвинты);Лопасти смесительных машин;Корпуса абразивных насосов;Зубья экскаваторов; |
||||||||||||||||||||||||||||||||||||||
| E10-UM-60 EN ISO 14700:
EZ Fe 15 |
C | Si | Mn | Cr | B | Твердость | |||||||||||||||||||||||||||||||||
| 3,20 | 2,20 | 1,20 | 25,0 | 1,00 | 58-62 HRC | ||||||||||||||||||||||||||||||||||
| Назначение | Высокопроизводительный электрод, обеспечивающий в наплавке структуру, которая представляет собой железную матрицу,насыщенную карбидами хрома, предназначенный для наплавки упрочняющих слоев, работающих в условиях интенсивного абразивного износа. Механическая обрабатываемость наплавленного металла – только абразивом, стойкость к ударным нагрузкам удовлетворительная, стойкость к абразивному износу хорошая. | ||||||||||||||||||||||||||||||||||||||
| E 1-UM-300 E Fe 1
|
C | Si | Mn | Cr | P | S | Твердость | ||||||||||||||||||||||||||||||||
| 0.10 | 0.50 | 0.70 | 3.20 | МАКС 0.030 | МАКС 0.030 | 25-35 HRC | |||||||||||||||||||||||||||||||||
| Назначение | Электрод для упрочняющей и восстановительной наплавки поверхностей деталей из низколегированных сталей, работающих в условиях трения металла о металл.
применяется для наплавки гусеничных траков, валов, концов железнодорожных рельсов, крестовин и остряков, крупных зубьев литых шестерен, а также деталей шаровых мельниц, таких как рифленые ролики и захваты. |
||||||||||||||||||||||||||||||||||||||
| E 3-UM-45-T E Fe 3 | C | Si | Mn | Cr | Mo | W | Твердость | ||||||||||||||||||||||||||||||||
| 0,3 | 0,7 | 0,3 | 5,0 | 1,5 | 1,5 | 48-52 HRC | |||||||||||||||||||||||||||||||||
| Назначение | Электрод, обеспечивающий в наплавке низколегированную хром-молибденовую мартенситную сталь, обладающую повышенной стойкостью к ползучести при повышенных температурах. Применяется в основном для наплавки инструмента, предназначенного для захвата горячих деталей либо валков для вальцовки нагретого металла. Механическая обработка – твердосплавным инструментом. Сопротивление ударному износу – хорошее. Сопротивление износу при трении металла о металл – хорошее. Жаропрочность – хорошая. |
||||||||||||||||||||||||||||||||||||||
|
E 4-UM-60-ST E Fe 4-60-stp
|
C | Si | Mn | Cr | Mo | Ti | V | Fe | Твердость | ||||||||||||||||||||||||||||||
| 0.8 | 0.6 | 0.4 | 4.5 | 8 | 1.5 | 2 | остальное | 58-60 HRC | |||||||||||||||||||||||||||||||
| Назначение | Электрод для упрочняющей и восстановительной наплавки поверхностей деталей из низколегированных сталей, работающих в условиях трения металла о металл.применяется для наплавки гусеничных траков, валов, концов железнодорожных рельсов, крестовин и остряков, крупных зубьев литых шестерен, а также деталей шаровых мельниц, таких как рифленые ролики и захваты. | ||||||||||||||||||||||||||||||||||||||
| E6-UM-60 E Fe 8
|
C | Si | Mn | Cr | Mo | V | Fe | Твердость | |||||||||||||||||||||||||||||||
| 0,4 | 1 | 1 | 9 | 1 | 1 | остальное | 58HRC | ||||||||||||||||||||||||||||||||
| Назначение | Сварочный электрод для укладочной сварки общего назначения с рутило-базовым покрытием, предназначенный для работы в условиях ударных нагрузок, сжатия и абразивного износа. Применяется для укладочной сварки деталей из углеродистой стали, чугунно-стального сплава и марганцевой стали. Наложенный слой отличается сочетанием твердости и прочности, а также стойкостью к растрескиванию.
Области применения укладочной сварки: Блоковые прессы;Щёки дробилок;Обода колёс;Гусеничные траки; Плуговые лапки;Рабочие поверхности;Режущие кромки и т.д. |
||||||||||||||||||||||||||||||||||||||
| E FeMn-A EZ Fe 9
|
C | Si | Mn | Ni | P | S | Твердость | ||||||||||||||||||||||||||||||||
| 0.80 | ≤0.30 | 14.0 | 3.5 | МАКС 0.030 | МАКС 0.020 | 42-46 HRC | |||||||||||||||||||||||||||||||||
| Назначение | высокопроизводительный электрод ESAB для для восстановительной наплавки изделий из марганцовистых сталей, работающих в условиях интенсивных ударных нагрузок и умеренного абразивного износа. Обеспечивает в наплавке высокомарганцовистую сталь, легированную никелем. | ||||||||||||||||||||||||||||||||||||||
связаться с нами
Сопутствующие популярные продукты
Электрод наплавочный D822
назначение и область применения: сварочный пруток на основе кобальта D822 наплавленн...

Сварочный Флюс AH – 348A
Предназначен для механизированной сварки и наплавки конструкций из низкоуглеродистых нелегированн...

EN ISO 14343-A :G 23 12 L AWS A5.18 ER309L
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Это сварочная проволока TIG для атомной энергетики из...
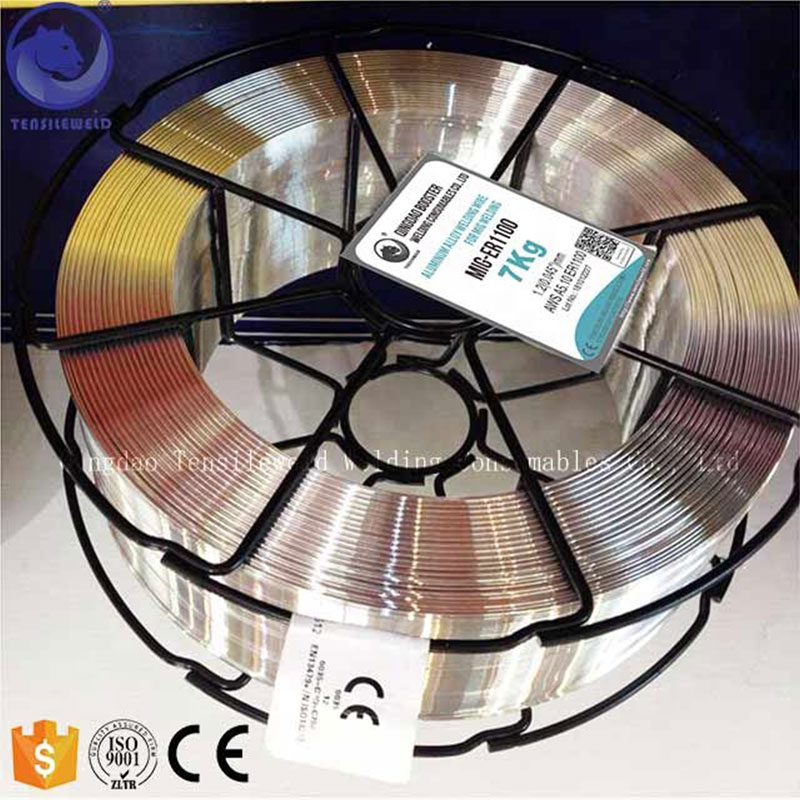
EN ISO 18273: S AL 1100(AI199.0Cu) AWS A5.18 ER 1100
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Чистая алюминиевая проволока для MIG сварки кованых а...

Электрод наплавочный D027
назначение и область применения: D027 - это сварочный электрод для наплавки с режущи...
TENSILEWELD E91T1-K2M
Описание Положения сварки Проволока для всех положений, разработанная таким образом,...
EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Для TIG сварки до -30°C. Омедненные присадочные прут...


E308-16 Электроды для нержавеющих сталей
AWS A5.4, E308-16 ISO 3581-A: E 19 9 L R11 Аналог: OK 61.20, OK 61.30, АНВ-29, ЗИФ-9, ОЗЛ-8, ОЗЛ-22, ОЗЛ-36
TENSILEWELD HB-56
Описание Наплавленный металл, производимый проволокой TENSILEWELD HB-56, представляе...
EN ISO 14343-B:SS308 AWS A5.11 ER308
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ – ER308L. Буквенная маркировка ER относят хром-никеле...