
Продукция
-
Наплавка





-
TENSILEWELD E81T1-Ni1M
-

EN ISO 18273: S AL 4043 (AISi5) AWS A5.18 ER4043
-

E71T-GS
-

EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
-

E308-16 Электроды для нержавеющих сталей
-

E7015
-

E309-16
-

Проволока ER 307Ti (СВ-08Х20Н9Г7Т) 1.2 мм 15 кг
-
EN ISO 14343-B:SS308 AWS A5.11 ER308
-
E312-16
-

EN ISO 18273:S AI 5356 (AIMg 5Cr-A ) AWS A5.18 ER5356
-

ENiCu-B
-

E2209-16
-

E NiCrCoMo-1
-

EN ISO 14172: AWS A5.11 ECU
-

Военно – промышленная алюминиевая проволока TWD- AlMg337

проволока из нержавеющей стали ER307Si
Проволока ER-307LSi является высоколегированной сварочной проволокой аустенитного класса сплошного сечения, пригодной для сварки аустенитных марганцовистых нержавеющих сталей, (типа сталей Гадфильда), а также других аустенитных сталей с высоким содержанием марганца, и их сварки с другими сталями, а также сталей с ограниченной свариваемостью, когда к прочностным характеристикам шва не предъявляются высокие требования. Проволоку ER-307LSi можно применять и для сварки Cr/Ni аустенитных сталей, когда к металлу шва не предъявляются требования по стойкости к МКК, сталей с ограниченной свариваемостью, а тек же некоторых разнородных сталей. Наплавленный металл коррозиестоек, и стоек к образованию окалины при температуре эксплуатации до 850°С, но не устойчив к парам сернистых газов при температуре > 500°C. Содержание Si ~ 0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва, а высокое содержание марганца делает его стоиким к образованию горячих трещин.
Проволока ER-307LSi широко применяется в транспортном машиностроении, для производства и ремонта узлов и деталей машин. Проволока имеет специальную обработку для создания отличной подачи и стабильность дуги. Так же технологии высокоточной намотки слоями обеспечивают равномерную, бесперебойную подачу.
Химический состав и механические свойства наплавленного металла могут меняться в зависимости от типа применяемого защитного газа. Рекомендуется применять защитный газ 98% Ar+2%O2 или Ar+2-3%CО2.
Электрический ток: – DC (+)
Условия хранения: хранить в сухом месте, избегать конденсации.
Межпроходная температура: < 150°С
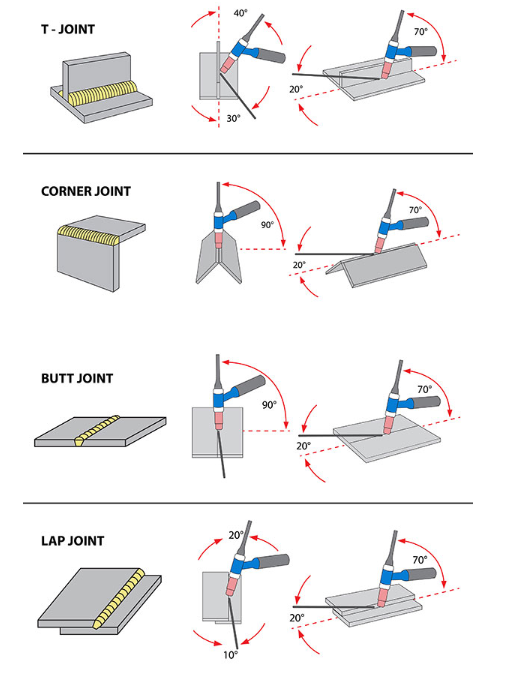
Положение при сварке
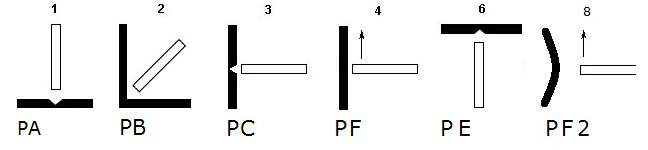
Описание
маркер
назначение и область применения:
Аустенитная нержавеющая сварочная проволока для дуговой сварки в среде защитного газа (MIG/MAG) стальных литых деталей, железнодорожных рельс и стрелок из высокомарганцевой (Mn) стали, разнородных сталей, трудносвариваемых сталей, броневой стали. Превосходно подходит для наплавки буферного слоя для снятия напряжений перед сваркой заполнения твердым сплавом и наплавки на таких деталях, подверженных динамическим нагрузкам, давлению, ударам, истиранию, растрескиванию, как бандажи колесных пар башенных кранов. Металл сварного шва обладает устойчивостью к коррозии, воздействию рабочих температур до 300 °C и образованию окислов до 850 °C. В зависимости от химического состава основного металла следует обратить внимание на избрание правильной процедуры сварки, температуру предварительного подогрева и степень разбавления наплавленного металла расплавляемым основным металлом.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
| C | Mn | Si | Ni | Cr | S | P | Mo | Cu |
| 0.08 | 7.02 | 0.76 | 8.74 | 18.94 | 0.011 | 0.016 | 0.002 | 0.01 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное
сопротивление sв, МПа |
Относительное удлинение электродов , % |
| 610 | 40 |
связаться с нами
Сопутствующие популярные продукты
TENSILEWELD E91T1-K2M
Описание Положения сварки Проволока для всех положений, разработанная таким образом,...
EN ISO 21952-А :GZ Cr Mo 1 Si AWS ER80S-B2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сварочная проволока из легированной стали ER80S-B2 В...

AWS A5.11 ECuSn-C
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Медных сплавов латуни (припой) (AWS Ecusn-C) В медны...

Проволока ER 307Ti (СВ-08Х20Н9Г7Т) 1.2 мм 15 кг
https://cdn.cnyandex.com/qdsld/uploads/6000310664962.mp4

E308-16 Электроды для нержавеющих сталей
AWS A5.4, E308-16 ISO 3581-A: E 19 9 L R11 Аналог: OK 61.20, OK 61.30, АНВ-29, ЗИФ-9, ОЗЛ-8, ОЗЛ-22, ОЗЛ-36
TENSILEWELD HB-56
Описание Наплавленный металл, производимый проволокой TENSILEWELD HB-56, представляе...
EN ISO 14341-А -G 42 4 М21 3Si1 AWS A5.18: ER70S-6
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Проволока сварочная омеднённая применяется для автом...
EN ISO 18273: S AL 1100(AI199.0Cu) AWS A5.18 ER 1100
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Чистая алюминиевая проволока для MIG сварки кованых а...
EN ISO 18273:S AI 5356 (AIMg 5Cr-A ) AWS A5.18 ER5356
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сплошная сварочная проволока ER 5356 - это наиболее р...
EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Для TIG сварки до -30°C. Омедненные присадочные прут...

Электрод наплавочный D027
назначение и область применения: D027 - это сварочный электрод для наплавки с режущи...

EN ISO 14172:E-Ni 6625(NiCr22Mo9Nb) AWS A5.11 ERNiCrMo-3
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сплав ERNiCrMo-3 имеет сложный комплекс легирующих эл...